
بازدید: ٢۶١٣
09 آبان 1398 - 00:43
مواد و مراحل تولید شیشه دوجداره صنعتی استاندارد
به گزارش UPVCBAZAR.ir : از آنجایی که شیشه دوجداره بخش زیادی از پنجره upvc را در بر می گیرد و نقش بسزایی در آن دارد و با توجه به اینکه در کشور ما شیـشه های دوجداره غیر استاندارد ( کارگاهی و یا دستی ) به صورت فراوان تولیـد می گردد، بر آن شدیم تا در این قسمت شما را با نحوه تولید شیشه دوجداره استاندارد و مواد استفاده شده در آن آشنا کنیم تا بتوانید در انتخاب این کالا بهترین تصمیم گیری را انجام دهید.
• مواد و متریال مورد استفاده در تولید شیشه دوجداره صنعتی و استاندارد
۱. شیشه تک جداره فلوت :
در تولید شیشه دوجداره از شیشه های ۴میل و ۶میل استفاده می شود. بسته به شرایط و محل نصب پنجره شیشه ۶ میل در سمت داخل ویا سمت بیرون قرار می گیرد. شیشه ۴ میل در سمت دیگر دوجدار و یا سه جداره قرار داده می شود. شیشه های ۶ میل و ۴ میل به صورت جام های شیشه با ابعاد ۳/۲۱ در ۲/۲۵ می باشند که به قطعات مشخص برش داده می شوند.
به طور معمول شیشه های دوجداره ای که به صورت غیر استاندارد تولید می گردد عموما در آن ها از شیشه های فلوت (شیت) استفاده شده است که نمی توان آن را از نظر استاندارد با شیشه های فلوت مقایسه کرد. امکان دارد شیشه شیت دارای نواقصی باشد که شامل موج، جوش و یا نقطه های بسیار ریز در آن باشد که به طور عادی به چشم نمی آید و باید برای مشاهده ی آن دقت بسیاری را به خرج دهید.
همچنین شیشه شیت به علت نا هماهنگی و ترکیب نا متعادل مواد در سطوح مختلف شیشه خواص عایق بودن ، ایمنی ،شفافیت ، ورودی نوری مطلوب و… را پایین می آورد.

۲. اسپیسر آلومینیومی یکپارچه :
اسپیسر آلومینیومی قطعه ای می باشد که در بین دو لایه شیشه دوجداره قرار می گیرد و همین ماده حد فاصل بین این دو لایه را حفظ خواهد کرد که در حالت استاندارد بایستی به صورت یکپارچه باشد. در واقع در چهار طرف آن اضلاع باید از اسپیسر خمیدگی به کار برده شود که با دستگاه صورت پذیرفته است.
در شیشه هایی که به صورت دستی تولید می گردند، چهار طرف اسپیسر به صورت دستی بریده شده است و با گوشه های پلاستیکی به هم اتصال داده می شوند که در صورتی که دقت زیادی در این مورد داشته باشید می توانید به این مسئله پی ببرید. همچنین آلیاژ هایی که به صورت اسپیسر یکپارچه می باشند کاملا متفاوت از آلیاژ های اسپیسر دستی هستند.
به دلیل آن که اسپییر دستی قابلیت خم شدن (بند) شدن به وسیله ی دستگاه را ندارد و در واقع از محل فشار خم شدگی دچار شکستگی خواهد شد.
در شیشه هایی که به صورت دستی تولید می گردند عموما برای برش آن ها از اسپیسرهای دستی استفاده می گردد و بی کیفیت نیز استفاده می گردد.

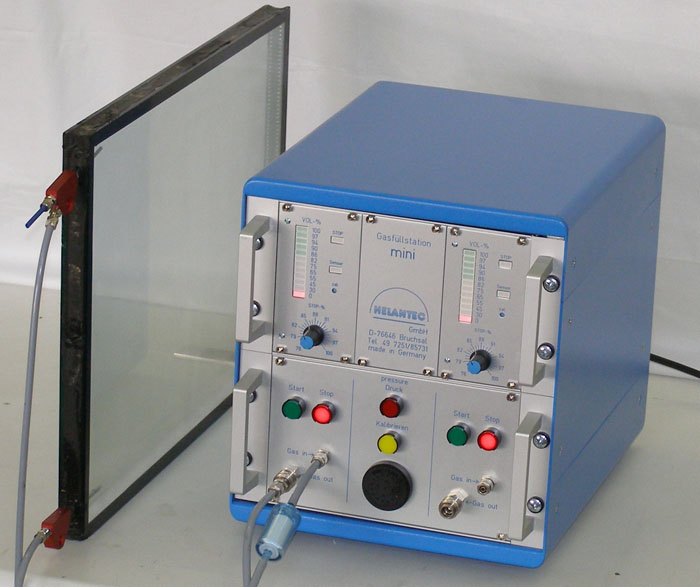
۳. سوپاپ ورودی و خروجی گاز آرگون :
روی اسپیسر آلومینیومی دو عدد سوپاپ تعبیه خواهد شد تا در هنگام عملیات مونتاژ از یک ورودی گاز تزریق شود و از ورودی دیگر نیز هوا خارج گردد. البته در محصول نهایی بر روی دو عدد سوپاپ، درپوشی نیز قرار داده می شود.

۴. کانکتور اسپیسر آلومینیومی :
پس از مونتاژ شدن چهار طرف اسپیسر آلومینیومی و خم شدن آن دو نقطه ی باقیمانده اسپیسر با استفاده از کانکتور به هم وصل می شوند.
قاعدتاً کانکتور در اسپیسر دستی به علت استفاده از گوشه پلاستیکی استفاده نمی شود.

۵. رطوبت گیر شیشه دو جداره ( سیلیکاژل یا دسیکنت )
درون اسپیسر آلومینیومی دانه های ریز رطوبت گیر قرار می گیرد و نقش جذب رطوبت احتمالی به وجود آمده دردو لایه شیـشه را به عهـده دارند و به علت مسئله یادشده استفاده از رطوبت گیر مناسب بسیارحائز اهمیت می باشد.
*همچنین باید دراینجا متذکر شویم در صورت استفاده از اسپیسرهای غیر استاندارد در رطوبت گیرها به علت روان نبودن منفذهای روی اسپیسر رطوبتگیر نمیتوانند به درستی عملیات جذب رطوبت را انجام دهند.

۶- گاز آرگون :
با استفاده از دستگاه مخصوصی از ورودی سوپاپ ها نیز بین دو لایه ی شیشه دوجداره در درون فاصله دو لایه شیشه گاز تزریق می گردد. ( برای مشاهده فواید گاز آرگون می توانید به بخش مقالات رفته و مقاله مربوط به گاز آرگون را مشاهده نمائید. )
۷- چسب اولیه یا بوتیل :
از چسب اولیه یا بوتیل تزریق برای اتصال اسپیسر آلومینیومی به دو لایه شیشه تک جداره بر روی دیواره اسپیسر آلومینیومی، استفاده می گردد.
همچنین نکته ای که در اینجا قابل ذکر است در شیشه های دستی نیز از چسب اولیه استفاده نمی گردد، از همین روی امکان تزریق گاز آرگون وجود ندارد به دلیل آنکه آب بندی اولیه برای آن صورت نگرفته و همچنین گاز آرگون از درون شیشه فرار می کند.

۸- چسب ثانویه یا پلی سولفاید :
یکی از مهم ترین قست ها در خصوص آب بندی شیشه دوجداره با استفاده از چسب پلی سولفاید صورت می گیرد.
چسب پلی سولفاید از ترکیب رقیق ۱۰ به ۱ . چسب در دستگاه تزریق پلی سولفاید انجام می گیرد و همچنین این چسب از استحکام و آب بندی بسیار خوبی برخوردار می باشد.
متاسفانه مکررا مشاهده شده است که در شیشه های دستی به جای استفاده از چسب پلی سولفاید از چسب های سلیکونی یا آکواریوم استفاده شده است که از نظر مقاومت و آببندی نیز در واقع قابل قیاس با چسب های پلی سولفاید نمی باشد.
همچنین بسیار مشاهده شده است که در تولید شیشه های دستی برای برطرف کردن موردی که قبلا ذکر شد اقدام به خرید چسب پلی سولفاید نموده و میزان ۱۰ به ۱ را به صورت دستی با هم ترکیب خواهند کرد.
حساسیت در ترکیب چسب پلی سولفاید به میزانی بالاست که ترکیب آن هنگام تزریق دو لایه شیشه توسط دستگاه صورت می پذیرد. اما در سیستم دستی به علت عدم وجود مکانیزم صنعتی و دقیق نبودن حتما ترکیب به صورت کامل صورت نمی پذیرد.
نتیجه آن است که چسب نهایی استانداردهای نهایی لازم را ندارد و در واقع نمی تواند توقع لازم را از چسب ترکیب شده دستی داشت.

• حالا که با مواد اولیه در تولید شیشه دو جداره صنعتی آشنا شدید، به چگونگی مراحل ساخت شیشه دوجداره صنعتی با ماشین آلات صنعتی می پردازیم :
۱. بهینه سازی برش جام های شیشه توسط نرم افزار
با توجه به متنوع بودن ابعاد پنجره ها قاعدتاً نیز ابعاد شیشه ها متفاوت هستند، لذا برای بهینه سازی برش شیشه و پایین آوردن ضایعات در این زمینه کلیه ابعاد در خواستی توسط نرم افزار اپتیمایز شیشه انجام می گردد تا بهترین حالت جهت چینش ابعاد درخواستی بر روی جام های شیشه صورت پذیرد.
۲. بهینه سازی برش اسپیسرآلومینیومی توسط نرم افزار
با توجه به اینکه اسپیسر آلومینیومی میان دو لایه شیشه قراردارد و با توجه به اینکه می بایست چسب نهایی در بین دو لایه شیشه تزریق گردد، می بایست اسپیسر از لبه شیشه فاصله استانداردی داشته باشد تا این امر صورت پذیرد.
نرم افزار بهینه سازی شیشه در هنگام اپتیمایز شیشه ابعاد اسپیسر هر شیشه را محاسبه کرده و به اپراتور اعلام می کند.
۳. برش جامهای شیشه به ابعاد در خواستی
بنا به نوع شیشه ، ضخامت و یا رنگ درخواستی جام شیشه مربوطه توسط ماشین آلات حمل شده و بر روی میز برش شیشه قرار می گیرد .
سپس فایل بهینه سازی شده جام برش توسط اپراتور فراخوانی می گردد، و دستگاه برش عملیات برش سایزهای مورد نظر جهت تولید شیشه بر روی آن ثبت شده و به واحد بعدی ارسال می شود.
۴. ساختن قابهای اسپیسر آلومینیومی
همانند برش جامهای شیـشه ، اپراتور فایل مربوط به ساختن ابعاد اسپیسرها را در دستگاه بندینـگ فراخوانی می کند.
شاخه های آلومینیومی اسپیسر دارای طول ۶ یا ۸ متر نیز می باشند، که با استفاده از رباط ای که در درون دستگاه بندینگ قرار دارد برداشته می شود و شاخه های آن نیز به ابعاد مورد نظر در می آیند و در نهایت اتصال کانکتور به اسپیسر نیز صورت می گیرد و دو عدد جای سوپاپ گاز بر روی اسپیسر قاب شده تعبیه می شود.
۵. ورود شیشه به دستگاه شستشو و خشک کن و پرس
اولین لایه شیشه دو جداره به ابتدای خط وارد شده و به درون دستگاه شستشو هدایت می شود.
شیشه درون دستگاه شستشو با فشار آب و چرخش فرچه های مخصوص کاملاً شسته و تمیز می گردد سپس بعد از عبور از قسمت شستشو به داخل قسمت خشک کن هدایت می شود.
در قسمت خشک کن شیشه با فشار هوای گرم به تمامی سطوح شیشه مواجه می شود و این امر باعث خشک شدن کامل شیشه می گردد.
پس از قسمت خشک، شیشه مورد نظر به روی قسمت کنترل وارد می شود .
در این قسمت شیشه بر روی صفحه ای قرار می گیرد که به وسیله تابش چراغهای آفتابی و مهتابی هرگونه ایراد و یا مشکل موجود توسط اپراتور کنترل گردد و در صورت عیوب شیشه موردنظر دوباره به قسمت شستشو عودت می گردد تا مجدداً در سیستم شستشو قرار گیرد و در صورت تائید اپراتور شیشه به مرحله بعد ارسال می شود.
لازم به ذکر است در مرحله شستشو و خشک کردن در سیستم صنعتی هیچگونه عملیاتی به وسیله دست و یا با وسایل دستی صورت نمی پذیرد و حال آنکه تولیدهای غیر صنعتی و دستی کاملاً عملیات یاد شده با دست و وسایل بسیار پیش پا افتاده صورت می گیرد که در نتیجه وجود کرک و لکه درون شیشه امکان پذیر است
بعد از مراحل یاد شده شیشه به درون دستگاه پرس هدایت می شود و منتظر لایه دوم شیشه می ماند.
لایه شیشه دوم همانند شیشه اول ابتدا به درون دستگاه شستشو و سپس به دستگاه خشک کن هدایت شده و پس از تأیید توسط اپراتور بر روی قسمت تراز اسپیسر قرار میگیرد تا اسپیسر بر روی جایگاه خود اتصال داده شود.
۶. تزریق رطوبت گیر درون اسپیسر و چسب بوتیل
در حد فاصلی که شیشه دوم مراحل شستشو وتأیید را می گذارند اسپیسر تولید شده به دستگاه تزریق رطوبتگیر ارسال می شود و دانه های رطوبت گیر به درون اسپیسر آلومینیومی تزریق می گردد.
به علت حساسیت بسیار زیاد دانه های رطوبت گیر نسبت به هوای آزاد، این متریال درون دستگاه تزریق رطوبت گیر به صورت پلمپ قرار می گیرد و فقط چند دقیقه قبل از تولید شیشه نهایی به درون اسپیسر تزریق می شود.
در استاندارد این رطوبت گیرها می بایست نهایتا بعد از ۱۵ الی ۲۰ دقیقه تزریق رطوبت گیر، شیشه دوجداره محصول نهایی تولید گردد زیرا این رطوبت گیرها به سرعت می توانند رطوبت درون هوای موجود را جذب کند.
اما این در حالی است که در کارگاه های تولید غیر صنعتی و دستی رطوبت گیرها در فضای آزاد قرار دارند و عمدتاً با دست به درون اسپیسر ها هدایت می گردند و به علت کُند بودن بسیار زیاد پروسه تولید بعد از تزریق رطوبت گیر ساعتها و یا روزها در معرض هوای آزاد هستند که این باعث پائین آمدن قدرت جذب و از کار افتادگی رطوبت گیرها می شود.
۷. تزریق چسب بوتیل
بعد از این عملیات اسپیسر توسط اپراتور به دستگاه بوتیل برده شده و دو طرف دیواره قاب تولید شده یکنوار چسب بوتیل تزریق می گردد تا امکان اتصال دو شیشه به یکدیگر میسر گردد.
۸. نصب اسپیسر بر روی شیشه:
همانطورکه گفته شد شیشه لایه دوم بر روی دستگاه و در قسمت تراز قرار میگیرد ، سپس اسپیسر آلومینیومی بوتیل خورده توسط اپراتور و با توجه به رعایت فاصله از لبه های شیشه بر روی شیشه چسبانده می شود.
۹. پرس دولایه شیشه :
بعد از اتصال اسپیسر بوتیل خورده به شیشه دوم ، شیشه به درون دستگاه پرس هدایت می شود و در آنجا با شیشه لایه اول که قبلاً در آن قرار گرفته است به هم چسبانیده می شوند و با اعمال پرس توسط دستگاه ، چسبندگی دولایه شیشه به طور بیشتر اعمال می شود.
سپس دولایه شیشه که در وسط آنها اسپیسر آلومینیومی قرار دارد از قسمت پرس خارج شده و به واحد بعدی ارسال می شود
۱۰. تزریق گاز آرگون :
پس از عملیات پرس کلیه منافذ بین اسپیسر و شیشه بسته شده است و حال شیشه برای تزریق گاز آرگون توسط دستگاه آماده است.
سپس دو شلنگ ورودی و خروجی گاز و هوا درون دو عدد سوراخ جایگذاری شده بر روی اسپیسر قرار می گیرند.
با اعمال دکمه Start توسطاپراتور از یک ورودی گاز آرگون وارد از ورودی دیگر هوای موجود خارج می شود.
دستگاه گاز آرگون توسط حسگرهای خود میزان گاز آرگون را تأیید کرده و سپس با اعلام آلارم عملیات را متوقف می کند. سپس اپراتور بر روی دوقسمت ورودی و خروجی درپوش قرار می دهد تا گاز آرگون تزریقی از درون شیشه خارج نشود و شیشه به مرحله بعدی ارسال می شود.
قابل بیان است در سیستم های غیر صنعتی و دستی به علت عدم وجود چسب اولیه یا بوتیل و همچنین نبود ماشین الات و استفاده از عملیات فیزیکی و دستی عملیات پرس وجود ندارددر نتیجه بحث آبندی چسب اولیه و بسته شدن منافذ و تزریق گاز آرگون صورت نمی پذیرد.
۱۱. تزریق چسب ثانویه یا پلی سولفاید :
بعد از عملیات پرس و تزریق گاز، شیشه بر روی میز دستگاه چسب پلی سولفاید قرار می گیرد و توسط اعمال فشار بازویی بر روی ماردون چسب پلی سولفاید به میزان ۱۰ به ۱ با یکدیگر ترکیب و به درون فاصله بین دو شیشه تزریق می شود و عملیات تولید شیشه دوجداره استاندارد به پایان می رسد.
بعد از تزریق چسب پلی سولفاید شیشه بر روی خرکهای مخصوص به حالت افقی قرار می گیرد تا بعد از گذشت زمان معینی چسب پلی سولفاید کاملاً خشک شود و بعد از آن آماده بارگیری و نصب در کارگاه نصب می باشد.
همچنین شیشه دوجداره این شرکت همراه با استاندارد ملی شیشه دو جداره می باشد و کارخانه تولید مجهز به آزمایشگاه کنترل کیفیت می باشد که محصولات در آن به صورت مدام کنترل می گردند.
لازم به ذکر است در صورت درخواست مشتریان بازدید از کارخانه امکان پذیر می باشد.
با توجه به مسائل یاد شده می توانید به تفاوت بسیار زیاد شیشه دو جداره صنعتی با شیشه های دستی و کارگاهی پی ببرید.
قاعدتاً کیفیت شیشه ای که با تمام این مراحل تولید می گردد قابل قیاس با شیشه های دستی و کارگاهی نیست و مطمعناً شیشه های دو جداره غیر استاندارد به مرور زمان دچار مشکل خواهند شد.
متأسفانه امروزه برای پایین آوردن هزینه های خرید مشاهده می شود که استفاده از شیشه های دستی و بدون کیفیت مطلوب شیوع پیدا کرده است و با توجه به اینکه مصرف کنندگان اطلاعات دقیقی از مسائل یاد شده ندارند شیشه های غیر استاندارد به عنوان شیشه صنعتی به مشتریان عرضه می گردد.
امید است با ایراد مطالب یاد شده شما نیز درهنگام خرید کالای مورد نظر خود بهترین تصمیم را اتخاذ نمایید.
• همچنین می توانید تاریخچه پیدایش شیشه دوجداره را مطالعه فرمایید.
 نرم افزار طراحی و ساخت پنجره دوجداره
نرم افزار طراحی و ساخت پنجره دوجدارهنرم افزار 2000 ercom جهت استفاده در صنعت در و پنجره آلومینیوم و طراحی انواع درب و پنجره upvc ...
 کاهش قیمت های پنجره وینسان
کاهش قیمت های پنجره وینسانپنجره وینسان، تولیدکننده پنجرههای upvc قیمت محصولات خود را 10 درصد کاهش داد ...
 باز بودن پنجره و کاهش گسترش عفونت
باز بودن پنجره و کاهش گسترش عفونتتاثیر پنجره های باز در کاهش میزان عفونت اماکن پرستاری ...


- تعویض پنجره قدیمی بدون تخریب
- افتتاح فروشگاه آکام صنعت
- معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایان
- پروفیل چهار کانال «آتاکو» محصول جدید شرکت آتاتک
- آغاز طرح «تازهنفس» در کرفت مولر ایران
- افتتاح شعبه دوم گروه صنعتی کارن در شرق تهران
- فروش ویژه پنل در بازرگانی ماکو پیویسی
- فروش ویژه ماشینآلات مائر ترکیه در شرکت ویندور
- کیان رهآورد ایرانیان واردکننده رسمی یراقآلات ENDOW
- واکا کرویتز 19 ساله شد
- عرضه محصول جدید «توری اقتصادی» در تورآسا
- اعلام زمان برگزاری نمایشگاه دروپنجره تویاپ 2021
 تعویض پنجره قدیمی بدون تخریب
تعویض پنجره قدیمی بدون تخریب

 معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایا
معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایا

 انتقاد از کاهش ۵۰ درصدی تعرفه واردات پروفیل UPVC
انتقاد از کاهش ۵۰ درصدی تعرفه واردات پروفیل UPVCنایب رئیس انجمن تولیدکنندگان پروفیل یوپیویسی مطرح کرد ...
 کاهش صوت و هدایت حرارت در انواع مختلف شیشه
کاهش صوت و هدایت حرارت در انواع مختلف شیشهانواع مختلف شیشه و تاثیر آنها را بر کاهش آلودگی صوتی و هدایت حرارتی ...
- عرضه محصول جدید «توری اقتصادی» در تورآسا
- از ضرب آهنگ تولید تا صادرات در آن سوی مرزها/ تولید بدون توقف با تکیه بر توان داخل
- فروش ویژه پروفیل و سیلیکون ماستیک در مهسان صنعت
- پذیرش نمایندگی انحصاری فروش پروفیل کیسان
- افتتاح شعبه دوم پارس یراق پروفیل در تبریز
- طرح شگفتانه تخفیفی از امروز تا نوروز ماشینآلات ولمر
- ماد پنجره نمایندگی پروفیل آلوپوین در آذربایجان غربی
- دریافت گواهی تعهد به تعالی سازمانی توسط سی فور
- آغاز فروش نقدی و اعتباری ویژه پایان سال پروفیل کیسان
- فروش ویژه پروفیل رووتک در ملزومات پنجره برنا
- حضور نمایندگان امرتات در نمایشگاه جامع ساختمان اهواز
- تولید و عرضه دستگاه شستشوی شیشه ابعاد بزرگ در کارا
- فروش ویژه چسب سیلیکون All FIX در کبیر یراق
- هورامکو نماینده توزیع قطعات یدکی KONIG آلمان در ایران
- شبکه توزیع پیویسی گرفتار دلالان/ بهین یاب سامانهای با اهداف درست اما عملکردی غلط!
- "قفل دلالی بر درهای تولید" / مواد اولیه ساخت در و پنجره در دست دلالها!
- تولید کانکتور ویستابست و فربد در مجموعه GSA
- آغاز فروش اعتباری پروفیلهای فربد و KTF
- بازرگانی حمید نماینده رسمی پرسان صنعت آریا در مازندران
- پردیس یراق نمایندگی چسب KSS در شرق تهران
 اجرای سیستم قفل جدید بر روی توریهای جمعشونده عمودی
اجرای سیستم قفل جدید بر روی توریهای جمعشونده عمودیدر راستای خدمت رسانی بهتر به مشتریان ...
 رونمایی از نخستین پروفیل نانو ایران با ابتکار کایکو
رونمایی از نخستین پروفیل نانو ایران با ابتکار کایکوابتکاری نو در صنعت پروفیل یوپیویسی ایران ...
