
بازدید: ١٠٢١٩٢
06 ارديبهشت 1393 - 04:28
آموزش تصویری کات مستر Cut Master 2D
مقدمه
برش قطعه روی ورق فلز، چوب و ام دی اف و همچنین جام شیشه ای در بسیاری از صنايع اصلی و جانبی ساختمان، تأسیسات، میز و مبل و صندلی، شیشه و موراد مشابه آن همیشه مورد نیاز است. لیکن دغدغه ی اصلی صاحبان كار همواره اين است كه به هنگام برش قطعات روی ورق های خام، كمترين میزان پرتی را داشته باشند و هزينه ی جانبی كار را كاهش دهند.
اگر تعداد قطعات كم باشد يا اندازه های طول و عرض قطعات مورد درخواست عدد های رند باشند، به صورت چشمی و بدون محاسبه ی پیچیده میتوان قطعات را طوری جاسازی كرد كه میزان پرت حداقل شود. ولی اگر اندازه ی قطعات متنوع باشد و تعداد آن ها بالا باشد در آن صورت برشکار نمی تواند بهینه سازی را بدون محاسبه انجام دهد.
البته من با چند نفر كه صحبت كردم مدعی بودند كه كمترين پرت را دارند و روی اين گفته ی خود پافشاری كردند. دلیلش اين بود كه نمی دانستند كه ادعای شان غیر ممکن است. در درس تحقیق در عملیات مبحث برنامه ريزی خطی كه در دوره ی لیسانس رشته ی رياضی و صنايع و مديريت هست به طور مقدماتی به اين موارد پرداخته شده است. خود من در زمان دانشجويی برای برش طولی (يک بعدی) مدل سازی برنامه ريزی خطی را انجام دادم كه در آينده آن را منتشر خواهم كرد. اين كار برای برش دو بعدی پیچیدگی هايی دارد كه در مطالعه اين نرم افزار آن را خواهیم ديد.
به طور مثال اگر قطعات شیشه مربوط به تمامی پنجره های يک پروژه ی ساختمانی را در نظر بگیريم صرف قرار دادن قطعات يک اندازه روی يک جام شیشه برای بهینه سازی برش كافی نیست. و همان طور كه در مثال واقعی اين مقاله هم نشان خواهم داد، می بینید كه مثلا قطعات برش خورده روی يک جام شیشه به طبقات مختلف ساختمان تعلق دارند. در حالی كه به طور معمول يک برش كار به ترتیب اندازه ی قطعات را از يک طبقه آغاز می كند و حداكثر می تواند تا يکی دو طبقه ی ديگر را هم زمان كنار هم قرار دهد.
در مثال واقعی كه داده ها و خروجی آن را برای دانلود و مشاهده در اين مقاله گذاشته ام تعداد 212 قطعه شیشه مربوط به يک مجتمع ساختمانی با تعداد و اندازه های متنوع قرار دارند. نرم افزار مورد استفاده كات مستر دو بعدی (Cut Master 2D) است كه برای اجرای مدل واقعی يک نسخه از آن را برای يکی از دوستانم كه كار پروژه ی در و پنجره ی دو جداره برای ساختمان انجام می دهد، خريداری كرديم.
خروجی كه شما خواهید ديد بهینه سازی سطح نخست است. در اين نمونه ی واقعی راندمان 58 % به دست آمد و نقشه ی برش به گونه ای طراحی شد كه برای برش دستی به آسانی قابل استفاده باشد. توجه داشته باشید نقشه ی برش دستی به گونه ای ترسیم می شود كه در يک حركت بتواند چند قطعه را برش دهد و اندازه ها طوری هستند كه با كمترين رفت و آمد دستگاه برش بتوان كار را انجام داد. در بهینه سازی پیشرفته تر راندمان بالاتر است و نقشه ها ممکن است پیچیده تر شوند. لیکن چون برش توسط ماشین انجام می شود نگرانی از بابت پیچیدگی نقشه وجود ندارد.
در ضمن اين نرم افزار فقط شکل برش مستطیلی را پشتیبانی می كند و برای بهینه سازی برش های منحنی يا شکل های هندسی غیر مستطیلی كاربرد ندارد. (توجه داشته باشید مربع هم نوعی مستطیل است)
لازم به ذكر است كه دستگاه های برش پیشرفته مانند زيمنس و ... نرم افزار بهینه سازی را همراه خودشان دارند و البته قیمت آن بسیار گران تر از نرم افزار مورد بحث در اين مقاله است.
فهرست امکانات
- واحد اندازه گیری متريک، اينچ و فوت
- چهار روش ورود داده ها:
- به صورت دستی با صفحه كلید
- بارگزاری فايل های كات مستر
- ورود داده از نرم افزار اكسل
- ورود داده از فايل XML
- ذخیره سازی با فورمت XML و DXF اتوكد علاوه بر فرمت استاندارد خود برنامه
- ضخامت تیغه برش قابل تنظیم
- انتخاب جهت برای همه يا تعدادی از قطعه ها
- نوارگذاری پیشرفته ی لبه برای همه يا تعدادی از قطعه ها
- جابجايی دستی قطعات روی نقشه ی برش پیش از چاپ در صورت لزوم
- ثبت داده های مربوط به مشتری در هر پروژه در صورت لزوم
- ابعاد پانل پیش فرض قابل تنظیم
- سطح بهینه سازی قابل تنظیم
- مشاهده ی تمام نقشه برش ها و گزارش ها
- چاپ برچسب برای قطعه ها، پانل ها و بريده های اضافه
- واسط كاربری چند زبانی
حداقل پیش نیاز های سخت افزار و نرم افزار
- پردازنده ی پنتیوم 1000 مگاهرتزی
- 16 مگابايت حافظه ی رم
- 40 مگابايت حافظه ی آزاد هارد ديسک
- كارت گرافیک با تفکیک 800 * 600 و 256 رنگ
- ويندوز 95 يا بالاتر
چهار مرحله ی ساده برای آغاز به كار با برنامه
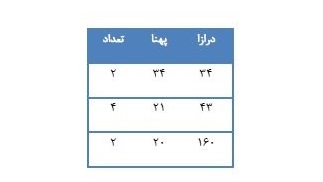
با يک مثال ساده آغاز می كنیم: دو پانل يکی به ابعاد 180 در 90 و ديگری 100 در 50 سانتیمتر موجود داريم. میخواهیم قطعات با اندازه های زير را روی اين پانل ها ببريم:
بايد مراحل زير را به ترتیب انجام دهید:
- ورود ابعاد پانل ها (درازا و پهنا و تعداد)
- ورود ابعاد قطعه ها (درازا و پهنا و تعداد)
- محاسبه ی نقشه ی برش
- چاپ نتايج
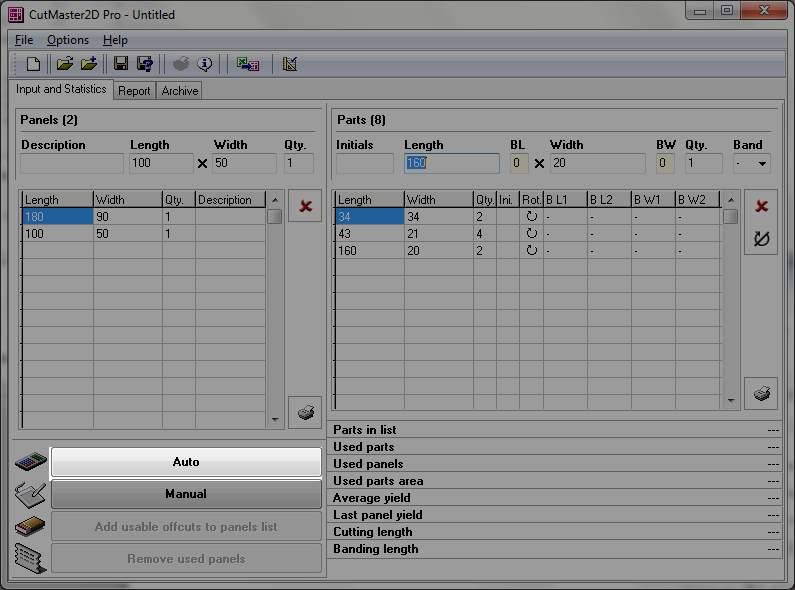
1. بخش پانل ها را در شکل زير ببینید:

در صفحه ی اصلی برنامه بخش ورود و آمار (Input and Statistics) جايی هست كه داده های مربوط به پانل ها (مواد اولیه) را وارد می نمايید. ابعاد و تعداد هر پانل را وارد نمايید. ( 180x 90 – 1, 100 x 50 – 1)
2. ابعاد و تعداد قطعه ها را در بخش Parts وارد نمايید.
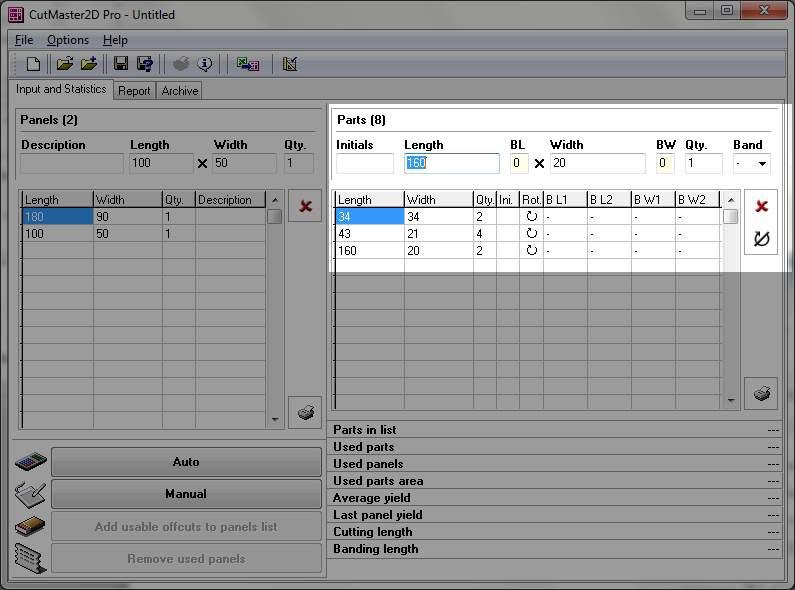
در اين مثال فقط درازا و پهنا و تعداد را وارد كنید. بقیه ی مشخصات در اين مثال مورد نیاز ما نیستند و بعدا توضیح خواهم داد. دقت داشته باشید برای اين كه يک قطعه به فهرست اضافه شود بايد مکان نما در ستون تعداد (Qty) باشد و در اين حالت كلید Enter را بزنید. به هنگام ورود داده ها با زدن كلید Enter مکان نما به ستون بعدی می رود.
3. كلید محاسبه ی خودكار (Auto) را برای محاسبه و ترسیم نقشه ی برش بزنید.
4. صفحه ی مشاهده و چاپ (View and Print) را باز كنید و نقشه ی برش را ببنید. دكمه چاپ را بزنید.
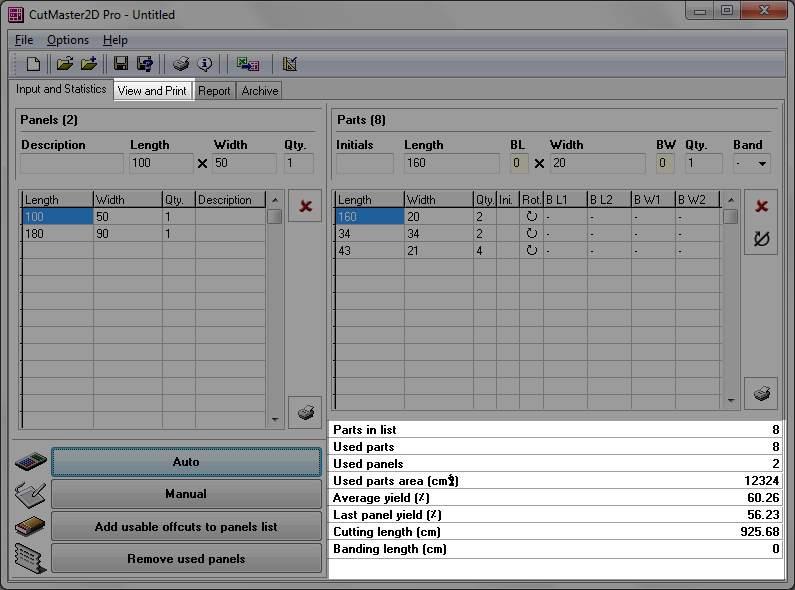
در سمت راست پايین پنجره هم آمار كلی از پروژه را می بینید:
Parts in list : تعداد قطعه های فهرست
Used parts : تعداد قطعه های استفاده شده
Used panels : تعداد پانل های استفاده شده
Used parts area (cm) : مساحت قطعه های استفاده شده
(%) Average yield : میانگین بازده بر حسب درصد
(%) Last panel yield : بازده آخرين پانل
Cutting length : جمع طول برش
Banding length : جمع طول نوار گذاری
تمام شد!!!
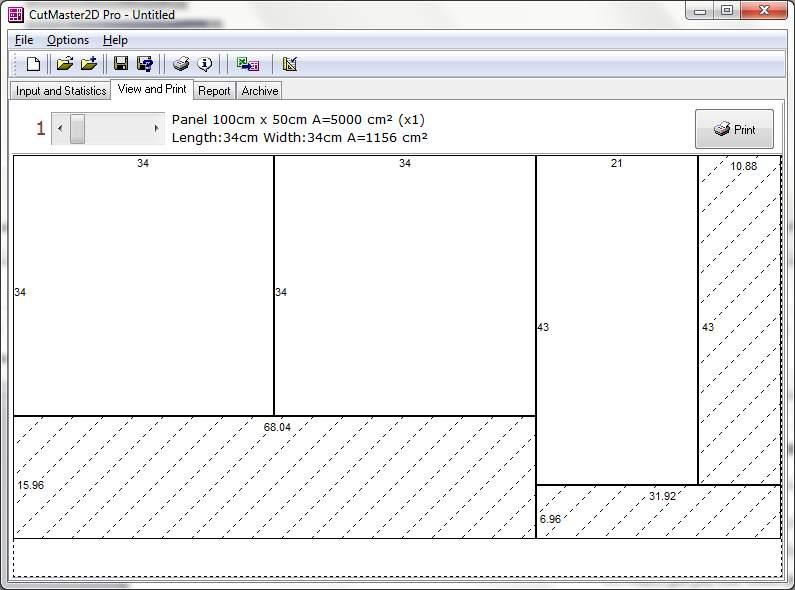
نقشه برش پانل شماره ی 1
بخش های هاشور دار فضای خالی را نشان می دهند.
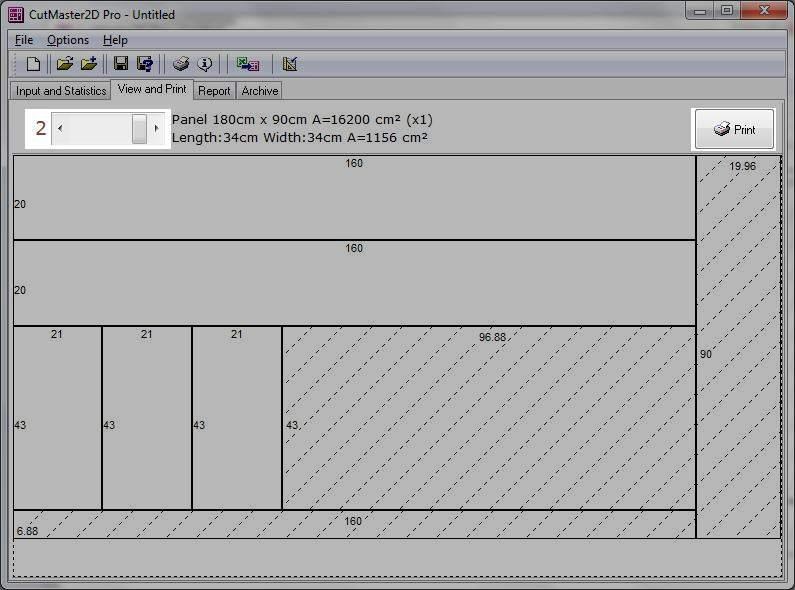
نقشه برش پانل شماره ی 2
نوار مرور سمت چپ بالا برای جا به جا شدن نمايش پانل ها به كار می رود و دكمه ی Print برای چاپ نقشه ی برش.
منبع: http://www.m0911.wordpress.com
 چرا مدیران به کتابهای بزرگ نیاز دارند؟
چرا مدیران به کتابهای بزرگ نیاز دارند؟این کتاب یکی از آثاری است که به دانشجویان مدرسه تجاری هاروارد تدریس میشود ...
 دیوا؛ همچنان در اوج
دیوا؛ همچنان در اوجشرکت «تولیدی و صنعتی دیوا»، بار دیگر توانست ماندگاری خود را در اوج صنعت تولید پروفیلهای یوپیویسی حفظ کند ...
 ویستابست؛ بهینهسازی مصرف انرژی در ساختمان
ویستابست؛ بهینهسازی مصرف انرژی در ساختمانهشتمین همایش تخصصی شرکت «ویستابست» در استان سمنان ...


- تعویض پنجره قدیمی بدون تخریب
- افتتاح فروشگاه آکام صنعت
- معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایان
- پروفیل چهار کانال «آتاکو» محصول جدید شرکت آتاتک
- آغاز طرح «تازهنفس» در کرفت مولر ایران
- افتتاح شعبه دوم گروه صنعتی کارن در شرق تهران
- فروش ویژه پنل در بازرگانی ماکو پیویسی
- فروش ویژه ماشینآلات مائر ترکیه در شرکت ویندور
- کیان رهآورد ایرانیان واردکننده رسمی یراقآلات ENDOW
- واکا کرویتز 19 ساله شد
- عرضه محصول جدید «توری اقتصادی» در تورآسا
- اعلام زمان برگزاری نمایشگاه دروپنجره تویاپ 2021
 تعویض پنجره قدیمی بدون تخریب
تعویض پنجره قدیمی بدون تخریب

 معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایا
معرفی مهسان صنعت بهعنوان عاملیت فروش پروفیل آبایا
 هشدار رسمی ویستابست به تخریب کنندگان برندهای ملی
هشدار رسمی ویستابست به تخریب کنندگان برندهای ملیتخریب تولید کنندگان ملی مساوی با کمک به دشمنان ملت و کشور ...
 رونمایی از نخستین پروفیل نانو ایران با ابتکار کایکو
رونمایی از نخستین پروفیل نانو ایران با ابتکار کایکوابتکاری نو در صنعت پروفیل یوپیویسی ایران ...
 عزم برخی از بانکها برای تعطیلی واحدهای تولیدی کشور
عزم برخی از بانکها برای تعطیلی واحدهای تولیدی کشورمسئولان باید برای تحقق شعار حماسه اقتصادی تلاش ...
- عرضه محصول جدید «توری اقتصادی» در تورآسا
- از ضرب آهنگ تولید تا صادرات در آن سوی مرزها/ تولید بدون توقف با تکیه بر توان داخل
- فروش ویژه پروفیل و سیلیکون ماستیک در مهسان صنعت
- پذیرش نمایندگی انحصاری فروش پروفیل کیسان
- افتتاح شعبه دوم پارس یراق پروفیل در تبریز
- طرح شگفتانه تخفیفی از امروز تا نوروز ماشینآلات ولمر
- ماد پنجره نمایندگی پروفیل آلوپوین در آذربایجان غربی
- دریافت گواهی تعهد به تعالی سازمانی توسط سی فور
- آغاز فروش نقدی و اعتباری ویژه پایان سال پروفیل کیسان
- فروش ویژه پروفیل رووتک در ملزومات پنجره برنا
- حضور نمایندگان امرتات در نمایشگاه جامع ساختمان اهواز
- تولید و عرضه دستگاه شستشوی شیشه ابعاد بزرگ در کارا
- فروش ویژه چسب سیلیکون All FIX در کبیر یراق
- هورامکو نماینده توزیع قطعات یدکی KONIG آلمان در ایران
- شبکه توزیع پیویسی گرفتار دلالان/ بهین یاب سامانهای با اهداف درست اما عملکردی غلط!
- "قفل دلالی بر درهای تولید" / مواد اولیه ساخت در و پنجره در دست دلالها!
- تولید کانکتور ویستابست و فربد در مجموعه GSA
- آغاز فروش اعتباری پروفیلهای فربد و KTF
- بازرگانی حمید نماینده رسمی پرسان صنعت آریا در مازندران
- پردیس یراق نمایندگی چسب KSS در شرق تهران
 هدفمندی يارانهها از نگاه توليدکنندگان پروفيل UPVC
هدفمندی يارانهها از نگاه توليدکنندگان پروفيل UPVCتاکنون يک ريال از يارانه صنعت در دور اول هدفمندی يارانه ها پرداخت نشده است ...

 انتقاد از کاهش ۵۰ درصدی تعرفه واردات پروفیل UPVC
انتقاد از کاهش ۵۰ درصدی تعرفه واردات پروفیل UPVCنایب رئیس انجمن تولیدکنندگان پروفیل یوپیویسی مطرح کرد ...